

After a decade-long program involving more than 700 people and 40 companies, the first of 10 Toroidal Field Coils (TFC) to be procured by Fusion for Energy, ITER’s European Domestic Agency, is ready for shipment to Cadarache, France.
A total amount of 18 of these magnets will confine the ITER plasma particles reaching 150 million ºC by means of a strong magnetic field of 11.8 T when powered with a current of 68 kA. This is roughly 250.000 times the magnetic field of the Earth. Each magnet is approximately 14 m high, 9 m wide, and weighs 320 tonnes, therefore being the biggest Nb3Sn-base magnets ever produced and among the largest components of the ITER reactor along with the vacuum vessel. The EU has financed this TF magnet, and Fusion for Energy, the organization managing Europe’s contribution to ITER, is responsible for the procurement of nine additional TFCs. Meanwhile, the Japanese Domestic Agency is producing the other eight complete magnets plus one spare.
Throughout all the manufacturing stages, from the tiniest components to the assembly, Fusion for Energy has worked closely with industry:
- Luvata manufactured the copper strand.
- Bruker European Advanced Superconductors and Oxford Instruments Superconducting Technology (now Bruker OST LLC) manufactured the superconducting Nb3Sn strand.
- The ICAS consortium (ENEA, Tratos and Criotec) carried out the conductor cabling, jacketing and spooling in Turin, Italy.
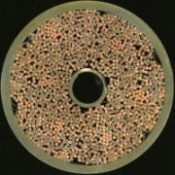
Cross section of ITER toroidal field CICC conductor. A bundle of superconducting and copper strands contained in a structural jacket is cabled together and cooled by flowing helium. Source: ITER. 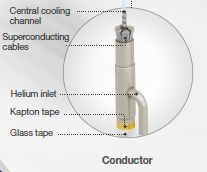
ITER Cable-In-Conduit Conductor. Source: F4E.
- CNIM and SIMIC are in charge of radial plate manufacturing, a stainless steel structure with grooves on both sides to host the conductor. The role of the radial plate is to withstand the Lorentz forces acting on the conductor and to accurately place it. CNIM and SIMIC produced the equipment to insert the conductor into the magnet in Toulon (France) and Marghera (Italy), respectively.

Two pre-machined ITER Radial Plates at CNIM, Toulon, France, 2014. Source: Fusion for Energy. - An international consortium led by Iberdrola Ingeneria, together with Elytt Energy and ASG Superconductors produced the 10 superconducting Winding Pack (WP) in La Spezia, Italy. 750 m of conductor are bent to fit into the grooves of the radial plate. Because the conductor uses brittle Nb3Sn, the coil is wound with a cable made of a precursor of the superconductor and then undergoes a heat treatment at 650 °C in inert atmosphere during one month. The cable is then extracted from the radial plates, wrapped and electrically insulated using several layers of glass and Kapton tape, and re-positioned in the radial plate groove. Cover plates are fitted and laser welded in order to close the grooves where the conductor is allocated, resulting into a Double Pancake (DP). The DP is wrapped and electrically insulated with glass & Kapton tape before impregnation with epoxy resin. Seven DP are stacked and electrically jointed. They are then wrapped, and electrically insulated with glass and Kapton tape to form a Winding Pack (WP).
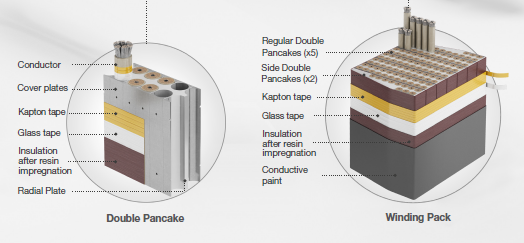
ITER TFC Double Pancake and Winding Pack. Source: F4E. 
Winding Pack of an ITER toroidal field coil at ASG Superconductors in La Spezia, Italy. Source: ITER. - SIMIC and subcontractor Babcock Noell (now Bilfinger Noell) took on the final production steps in Marghera (Italy), which included cold testing, insertion of the winding pack into a structural stainless steel case, and closure welding and machining.

Inserting the ITER Winding Pack in the coil cases at SIMIC, Marghera, Italy, 2019. Source: Fusion for Energy.
The TF magnet left from the port of Marghera, Italy, on 11 March and arrived at the port of Fos-sur-Mer, Marseille, France, on 17 March. After transfer along the dedicated ITER itinerary, the D-shaped magnet is expected to be delivered to ITER on 3 April.
ITER Japan’s first coil-component and packaging together weighed nearly 500 tonnes-left Kobe port a couple of weeks ago. Once delivered to the project, ITER’s construction teams will take over to prepare the magnet coils for assembly.

“This achievement results from 12 years of work involving more than 700 people and at least 40 companies. Many factors have made this possible: vision in developing the best procurement strategy and interfaces among suppliers; competence in defining the correct technical solutions; cooperation between the different parties to tackle issues in manufacturing the most complex magnet to date; and last but not least, passion, perseverance and the full commitment of a highly qualified team. Without any of these elements, it would have been impossible to complete this long journey.” Alessandro Bonito-Oliva, F4E Programme Manager for Magnets.

Sources: ITER, F4E press release.
ITER TFC assembly process is sketched here.